现代高性能飞机是用复合材料和金属堆叠制造的,这使得紧固件孔更加困难。螺旋铣削是一种提高制孔质量的先进加工工艺。在螺旋铣削中,应控制孔径误差以获得更好的紧固件孔配合性能和更长的刀具寿命。
中国科学院福建物质结构研究所杨永泰博士课题组发表在JournalofManufacturingProcesses上的一项研究报告了一种通过集成计算几何来补偿飞机堆叠式飞行器结构螺旋铣削的孔径变化生产。
考虑到多功能螺旋铣削末端执行器的精心设计和足够的刚度,研究人员发现,预期的紧固件孔的直径取决于轨道偏心率,以及所用铣刀的尺寸和性能。末端执行器的早期测试探索最佳铣削参数并验证具有适当尺寸的刀具的刚度。
由于试件经常进行轨迹铣削,因此铣刀在螺旋铣削中处于稳定磨损阶段。研究人员主要通过轨道偏心度的调整误差和铣刀的稳态磨损量来确定每个预定紧固件孔的直径误差。
在末端执行器中,用于偏心调整的径向进给机构由多级传动机构驱动。研究人员利用电机、减速器、同步带、螺旋锥齿轮组和滚珠丝杠副的传动链条来调整轨道偏心率。由于径向进给机构的制造和传动误差,存在轨道偏心调整误差。
为了实现精确的轨道偏心率,研究人员为径向进给机构设计了基于长度计的轨道偏心率反馈控制机构。他们还提出了一种最小二乘法来校准长度计以进行精确测量。
除了轨道偏心率外,铣刀直径也会影响孔径。在稳定磨损阶段,铣刀的磨损率和退化速度相对稳定。为进一步减小螺旋铣削孔径误差,应考虑刀具稳态磨损阶段刀具尺寸变化对孔径变化的影响。
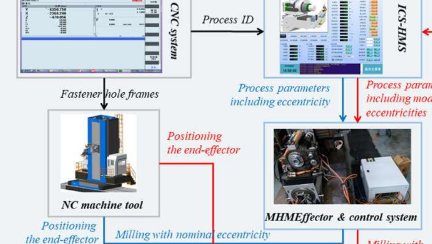
由于孔径通常随铣削紧固件孔的数量而变化,研究人员基于经典的计算几何B样条模型开发了一种通用的孔径变化模型。他们还开发了螺旋铣削孔径变化的建模和补偿系统。本研究为堆叠式航空结构的螺旋铣削孔径误差控制提供了必要的指导。